Pc Injection Molding Machine,Polycarbonate Molding Machine,Polycarbonate Moulding Machine,Pc Injection Molding Machines NINGBO BONA MACHINERY CO.,LTD , https://www.bonagolbal.com
In each part of the air leakage, the leakage of the hot end radial gap accounted for more than half. To reduce air leakage, the hot end of the radial air leakage must be effectively controlled. The usual practice in the past was to use a mechanical displacement sensor to detect the seal gap, and the PLC adjustment system dynamically adjusted the seal gap accordingly. In actual use, due to the high internal temperature of the air preheater and the large amount of dust, the mechanical displacement sensor is often deformed due to heat, and often causes an error signal, causing malfunction and damage to the equipment, so that the automatic control cannot be put into operation normally.
This article describes a method of measuring the seal gap through the audio signal. Based on this, a new type of rotary air preheater air leakage automatic control device was developed and put into use in multiple power plants.
1 Sealing gap acoustic measurement analysis principle 1.1 hot end radial clearance formation 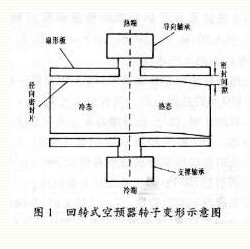
d=0.006(t2-t1)R2/H
Where: d is the amount of deformation, mm; t2, t1 is the inlet and outlet flue gas temperature of the air preheater, °C; H is the height of the rotary surface, m; R is the radius of the revolution surface, m.
After the air preparator is manufactured and installed, the deformation d of the mushroom-shaped deformation caused by the heat of the rotor is only related to the temperature of the inlet and outlet flue gas of the air preheater, and the temperature of the flue gas is changed by varying the random load. Considering the delay of the rotor deformation when the temperature of the flue gas changes, the rotor deformation d can be considered as a function of the average temperature of the flue gas within a certain period of time.
1.2 Mechanism of Leakage Detection Using Audio Detection Technology The sealing gap is detected by audio technology. That is, a specific contact sound piece is installed on the rotor of the air preheater, and the sounding piece and the radial sealing film maintain a certain setting value and are in the air. An audio measuring component is installed on each sub-chamber of the pre-controller. As shown in Figure 2, the audio measurement component consists of a sound wave tube, a thermal insulator, and an audio sensor. 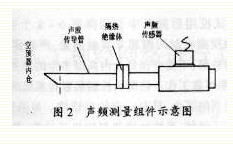
2.1 Signal Acquisition System The signal acquisition system includes current sensors, thermocouples, and magnetic sensors in addition to audio sensors. The current sensor collects the current signal of the rotor of the air preheater as a protection signal of the control system and can be used as an auxiliary monitoring signal for whether the rotor is stopped. A thermocouple is used to acquire the temperature signal of the flue gas as a feedforward signal to control the action of the system. The magnetic sensor is used to calibrate the current position of each sector plate and the displacement of up and down movement. 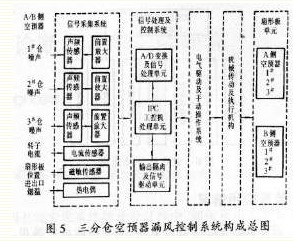
2.3 Electrical Drive and Manual Operating System The manual operating system is installed at the air preheater site, and the electrical drive circuit is built in. The “uplift†and “down pressure†switches on the panel allow the operator to raise/lower the fan-shaped board locally. There is also an indication signal such as the current position of the sector board on the panel. The manual operating system is configured to operate the sector board when the boiler is overhauled or the automatic system is not put into operation for some reason.
2.4 Mechanical Transmission and Actuation Mechanisms Mechanical transmission and actuators include transmission components such as motors, speed-reduction mechanisms, screw jacks, and couplings, as well as connecting devices that connect the jack screw to the sector-shaped cantilever beam. The device uses a new type of flexible connection. It can make up for radial and horizontal expansion deformation of the sector plate to ensure that the jack can work safely.
3 software system applications written by VC++, running in the WINDOW32 environment. The program is divided into foreground and background. Background to achieve detection and control, the main functions are as follows: 1 dynamic monitoring of seal gap; 2 automatically adjust the seal gap; 3 self-learning and self-optimization function; 4 fault self-diagnostic function, automatic fault alarm and automatically generate protection action.
The front desk provides a user interface, which can be divided into seven modules as shown in Figure 6. 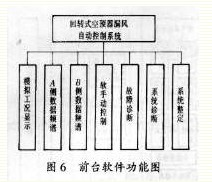
The use of this device instead of the original control system based on mechanical displacement sensor, can obtain greater economic benefits, has a good promotion prospects.
Development of Air Leakage Automatic Control Device for Rotary Air Preheater Based on Audio Frequency Analysis
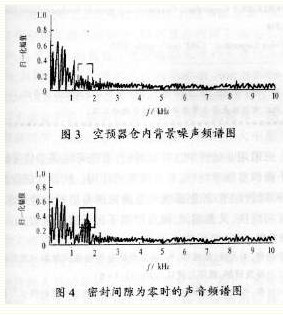
0 Introduction Rotary air preheater is an important equipment for exchanging heat between the flue gas and the air at the tail end of power station boilers. It has been widely used on units above 125 MW in China. In practical applications, the outstanding problem is that the air leakage rate is high, which is usually five to ten percentage points higher than the design value. The large amount of air leakage directly leads to increased coal consumption and power consumption of power generation. According to the calculation of relevant departments, for a 300 MW generating unit, the air leakage rate increases by one percentage point, and the annual economic loss is about 1 million yuan. More seriously, affected by this, some boilers lack wind under high loads and are forced to operate under load. Some boiler blowers, induced draft fans, and primary air blowers have long-term red line operation, which increases the potential for faults and affects equipment. Life expectancy. The hot end radial air leakage is shown in Figure 1. When the rotor of the air preheater is heated, a mushroom-shaped deformation will occur due to the effect of gravity, so that the seal gap will increase (300 MW units will reach 25-30 mm), thus forming a large triangular air leakage area. Due to differential pressure, leakage occurs between air and smoke and between primary and secondary air. Leakage gap can be calculated by the following formula: Audio sensors dynamically monitor the change in noise within the empty pre-chamber. When the unit load changes, causing the seal gap to be reduced to zero, the fan-shaped board comes into contact with the sounding sheet, and a specific audio signal is generated, which is collected by the audio sensor, and is subjected to industrial control after pre-amplification, band-pass filtering, and analog-digital conversion. The machine performs m (Fast Fourier Transform) to confirm that the sector board comes into contact with the sounding sheet and automatically issues a control command to refer to the set safety clearance on the sector board. When the load change of the unit causes the downward deformation of the rotor to increase, and the amount of air leakage increases, the change in the seal gap can be predicted based on the temperature of the flue gas measured by the thermocouple installed in the inlet and outlet of the air preheater, thereby triggering the action of the control system and driving the motor. Press down on the sector board until it receives the signal that comes into contact with the sounding piece, and then refer to the sector board to the original safety setting value. Therefore, it is always possible to dynamically ensure that the radial seal gap is stably controlled in an optimal operating state. FIG. 3 is a spectrum diagram of background noise in an air conditioner without contact; FIG. 4 is a spectrum diagram of sound when a sector board is in contact with a sounding piece. 2 Device Configuration The three-position air preheater air leakage control device is constructed as shown in Fig. 5. It consists of a signal acquisition system, a signal processing and control system, an electrical drive and a manual operating system, and a mechanical transmission and actuator. 2.2 Signal processing and control system Signal processing and control system takes the industrial control machine (IPC) as the core, collects the signals of each sensor, performs real-time processing, analyzes, processes and logically judges according to specific algorithms, and then issues control commands. In addition, it also provides functions such as operation display interface, historical data storage, and system self-diagnosis and protection. 4 Device Application The device has been put into use in Huangtai Power Plant and Nanjing Huaneng Power Plant. The results show that the audio frequency sensor has high sensitivity and good control effect. After testing, the air leakage rate is reduced by 6 to 8 percentage points on average. Moreover, the acoustic detection seal gap is a non-contact measurement. The audio sensor is installed outside the air preheater, and it is not affected by the harsh environment of high temperature and dust in the air preheater, and can work reliably for a long time. The air leakage control device adopts appropriate redundancy in the configuration of the system and has certain fault tolerance. The automatic diagnosis of the unit outage, rotor stoppage of the air preheater, and system fault can all be automatically diagnosed, and automatic protection and automatic alarm are adopted to ensure the control accuracy and reliability of the system.